

Note: If you have any queries regarding your design or suitability for cutting please get in contact before placing an order (Regrettably we often have to reject orders based on design files we do not consider suitable for the Plasma cutting process, we do however have good contacts with a network of metal cutting laser suppliers so may be able to assist a quotation, min order £100).
What is Plasma CuttingPlasma cutting is a process that cuts through electrically conductive materials (e.g. metals) by means of an accelerated jet of hot plasma.
The process uses a compressed gas which is blown through a focused nozzle at high speed towards the work piece. An electrical arc is formed within the gas, creating a channel of plasma. By controlling the movement of the plasma nozzle via a CNC machine accurate shapes can be cut.

The difference between Laser and Plasma cutting
Laser cutters can cut metals and non-conductive materials, lasers can also perform additional processing including welding and engraving. The lasers used at Laser Lab have a CO2 laser source and are relatively low powered, best suited to plastics, timbers etc, (metal cutting lasers typically require over 1000W of power). Plasma cutting is used exclusively for cutting metals, it is faster than equivalent lasers and can cut much thicker material.
Designing Parts for Metal Cutting
The most difficult part of plasma cutting is the initial pierce of the material. Until the plasma arc penetrates the bottom of the material, molten metal needs somewhere to go. Metal spattering up and around the pierce area creates a noticeable gouge that is undesirable. Piercing and cutting strategies can help overcome this issue. We utilise a lead-in / lead-out strategy whereby the start and end cut of a profile is in an area of the material not required. In the example below the star shape will cut with pierce points away from the desired part. |
 |
 |
| Cutting Profile - Star | Cut Parts | Waste Material |
The length of lead in/outs vary based on material and thickness. A general rule is a minimum length of 3mm or 2 x material thickness (whichever is greater). This is an important consideration when designing parts with small features such as holes, with reference to the image below (a 5mm hole) has sufficient material for us to use lead ins / smaller holes may show damage of the pierce positions. Additionally complex parts with close paths may also cause cutting issues as the plasma torch arcs to a neighbouring cut (again the minimum gap rule should be applied).
 |
 |
 |
|
5mm Hole - Cutting Paths
|
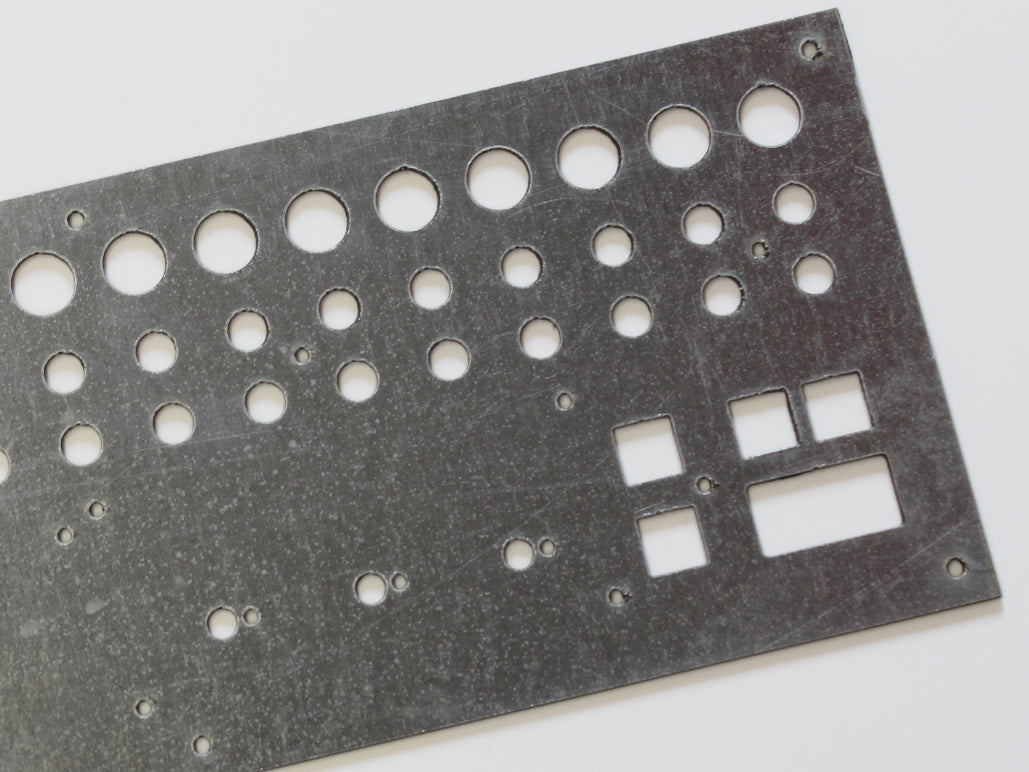
Intricate Design
|
Intricate Design (Close Up)
|
|
Acceptable
|
Unacceptable (Not suitable for Plasma Cutting)
|
|
NOTE: We apply all jobs with lead ins/out and cutting strategies to hopefully produce the best finish for your project, we are not responsible for inherent issues within a design that may create an inferior product, its important to note the following when cutting with plasma:-
- Edges can be rough, especially noticable on small intricate parts.
- The cut edge will have an oxidised layer.
- The cut edge can deviate from 90 degrees (typically +/-10 degrees),
- Pitting at corner profiles and lead-ins can occur.